
Constraints shouldn’t be the bottlenecks
Your team may be creative, inventive and resourceful, but developing new products without rigorously considering design constraints all the way through is asking for trouble! That being said, you shouldn’t necessarily look at constraints as a burden but rather consider their full potential. When well-managed throughout the entire engineering process, constraints may indeed offer opportunities to develop products that exceed customer expectations.
Turning constraints into opportunities
Your team may be creative, inventive and resourceful, but developing new products without rigorously considering design constraints all the way through is asking for trouble!
Let’s be honest: in any process, even the brightest engineers will overlook some design constraint and violate it sooner or later. Simply because the focus is on making the product better without keeping an eye out on each constraint in every situation. It’s human, agreed, but constraint violations often hold costly consequences due to release delays or even warranty claims, and may even hurt market reputation as a result.
That being said, you shouldn’t necessarily look at constraints as a burden but rather consider their full potential. When well-managed throughout the entire engineering process, constraints may indeed offer opportunities to develop products that exceed customer expectations.
Managing objectives and constraints
In a previous blog post we emphasized the importance of simultaneously optimizing product designs for multiple – often conflicting – objectives such as weight, performance, etc. Since this requires considerate balancing of the objectives, engineering teams strongly benefit from a structured and automated process using embedded decision support tools. These process integration and design optimization (PIDO) tools also allow manufacturers to consequently deal with design constraints as an integral part of the engineering optimization process – avoiding any constraint violations along the way.
Constraints are upper or lower thresholds that typically relate to cost, sizing or part movement limitations – or may be imposed by manufacturing realities or more stringent regulatory and standardization requirements. A constraint is therefor a factor that usually works as a bottleneck, as it restricts a product design from achieving its full potential with reference to the optimization objectives. Designs respecting all constraints are called feasible designs; designs violating one or more constraints are called infeasible.
Minimizing muffler sound peaks
As we are talking about objectives and constraints, let’s see how these are defined as part of the engineering optimization process of a reverse-flow muffler. The design consists of an inlet pipe, a perforated reversal pipe, and an outlet pipe. The cavity of the muffler is subdivided into 3 chambers, separated by 2 baffles. The design parameters include the vertical position of the top baffle (mm) and the bottom baffle (mm) as well as the diameter of the perforations in the reversal pipe (either 4, 8, 12 mm).
The design objective is to minimize the maximum sound pressure level (SPL) recorded by a microphone at the rear of the vehicle. A high constraint of 1.165 bar is defined for the muffler backpressure (which is neither a design parameter nor a design objective) in order not to restrict the engine too much and compromise its performance. The backpressure is caused by the automotive four-stroke engine exhaust system as a whole (including exhaust manifold, catalytic converter, muffler and connecting pipes).
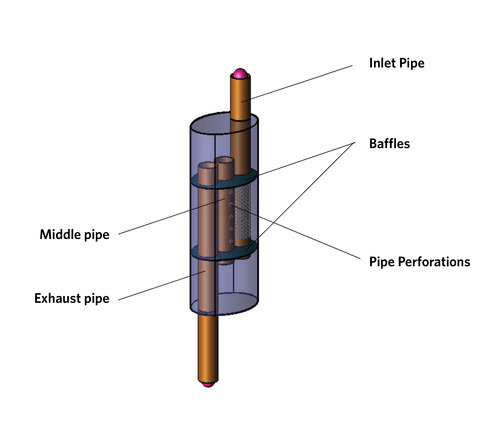
Automotive reverse-flow muffler, subject to minimizing its maximum sound pressure level.
Producing better quality car lights at lower unit price
Another example illustrates the optimization of a vehicle’s tail corner lights assembly. The design objective focuses on minimizing the cost of the assembly, while ensuring 99.7% probability of meeting assembly specifications. Concretely, this means the gap (in-plane distance) and flush (out-of-plane distance) between the tail and corner lights are constrained to respect assembly tolerance specifications with a probability of at least 99.7%. The design parameters of the lamp assembly are the mechanical tolerances on the tail lamp, corner lamp, and mounting bracket.
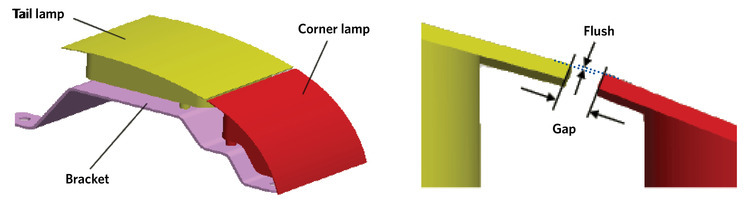
The design parameters of a vehicle tail lamp assembly (left) next to the flush & gap characteristics (right) that form the basis for defining the lamp assembly constraints.
And we’re doing all this in the real world
Products exhibiting ultimate performance aren’t necessarily very robust or reliable. Tolerances and slightly varying operating conditions can easily push design constraints across their thresholds and pull the design into the infeasible design space, unexpectedly resulting in poor performance or even failure. Therefor it’s imperative to systematically take into account all constraints in every product configuration that is simulated and evaluated.
In addition to avoiding constraint violation, it’s important to maintain sufficient safety margins with respect to design constraints. In the muffler case, the lowest objective value is achieved on the boundaries of the feasible domain. Selecting such a boundary optimum usually isn’t the best choice in terms of design reliability and robustness. The slightest deviation in muffler parameters (due to tolerances) potentially results in a significant performance drop or violation of the constraints. Therefor it makes sense to select an alternative optimum by moving the design slightly away from the boundary and the constraints’ thresholds.
Managing constraint violation & safety margins
Due to the complexity of proper constraint handling, manufacturers face difficulty taking into account the full impact and risks related to constraints. Therefor it’s really worthwhile using interactive post-processing tools that monitor constraints & constraint violations during the engineering optimization process. Tools developed to easily judge the role and impact of constraints enable engineering teams to define sets of constraint-specific margins that avoid safety overkill but also keep them out of trouble – respecting favorable safety margins.
In the case of the reverse-flow muffler, a parallel coordinates plot indicates that the second-best muffler design offers similar acoustic performance compared to the best design, yet guaranteeing a much larger safety margin with respect to maximum back pressure. Selecting this solution ultimately delivers a robust and reliable optimum.
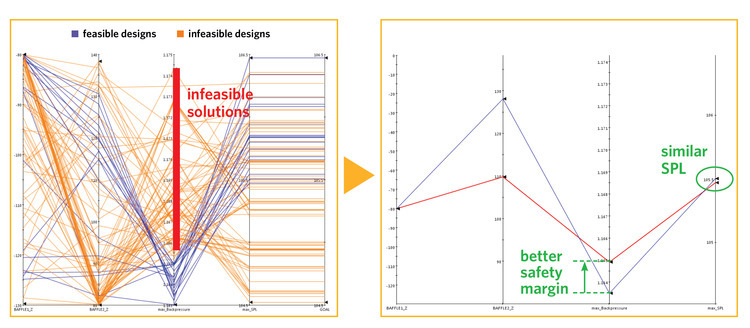
The parallel coordinates plot (left) visually illustrating the parameter value combinations of (in)feasible muffler designs, along with the comparison between two designs with different safety margins (right).
Identifying solutions within the feasible domain
Considering the complexity of the ‘tolerances vs. cost’ relationship in the case of the vehicle’s tail-corner lights assembly, the engineers used Optimus to identify optimized lamp configurations respecting all constraints. Scatter plots quickly distinguish feasible and infeasible designs – guiding the engineering team toward significant cost savings while complying with quality standards.
But with Optimus technologies, teams are able to take the next step. Rather than just picking a single solution within the so-called feasible domain, engineers can easily identify the best possible lamp assembly solutions. They can achieve this by having Optimus run a multi-objective optimization within the feasible domain – again minimizing manufacturing cost, but now also maximizing the probability that gap & flush both respect all assembly tolerances. This multi-objective optimization problem generates a 3-dimensional Pareto surface, which bundles all feasible lamp assembly configurations offering winning combinations of cost reduction as well as gap & flush performance and related probability.
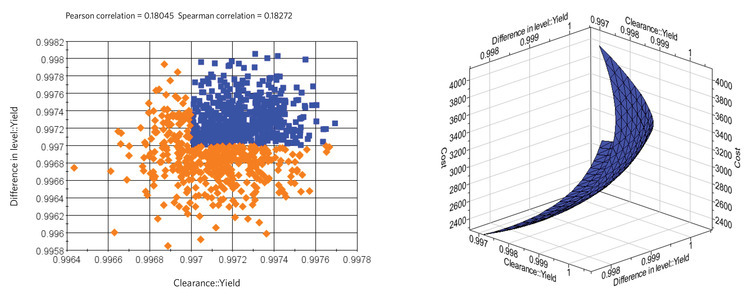
Scatter plot highlighting feasible and infeasible designs for single-objective optimization of tail light lamp assembly (left), and 3-dimensional Pareto surface of subsequent multi-objective optimization (right).
This approach enabled the engineering team to realize significant cost savings. Compared to the original design (2,300 yen per unit), the selected optimal lamp assembly costs only 1,900 yen while outperforming its flush & gap characteristics. When considering an annual production of 120,000 units, the cost savings add up to 96 million yen or roughly 800,000 USD. The optimization process was completed in a matter of minutes.
The bottom line as your key take-away
The ability to manage and respect constraints at all times as part of the engineering optimization process keeps the drive for improvement within the feasible design space. This is really turning constraints into opportunities in order to develop better products faster and strengthen competitive edge.
Other posts
-
Simulation insights in a click: scaling expertise beyond specialists
Jul 17, 2026
-
Bringing SimApp Creation Inside the id8 Platform
Jun 04, 2026
-
Understanding nvision Training Times: Data, Hardware, and Engineering Trade-offs
Jun 04, 2026
-
What’s New in nvision 2026.1
May 19, 2026
-
Why Cost Optimization Should Start at the Design Stage
Apr 23, 2026
-
How Optimus Powers Trustworthy Data for the Next Generation of Design
Feb 25, 2026
©2026 Noesis Solutions • Use of this website is subject to our legal disclaimer
Cookie policy • Cookie Settings • Privacy Notice • Design & Development by Zenjoy